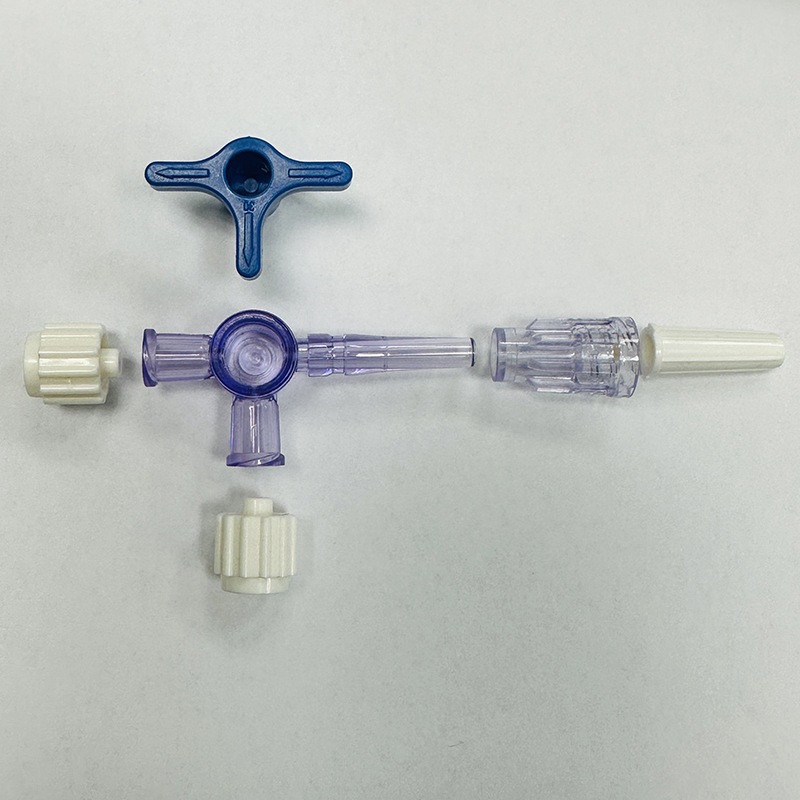
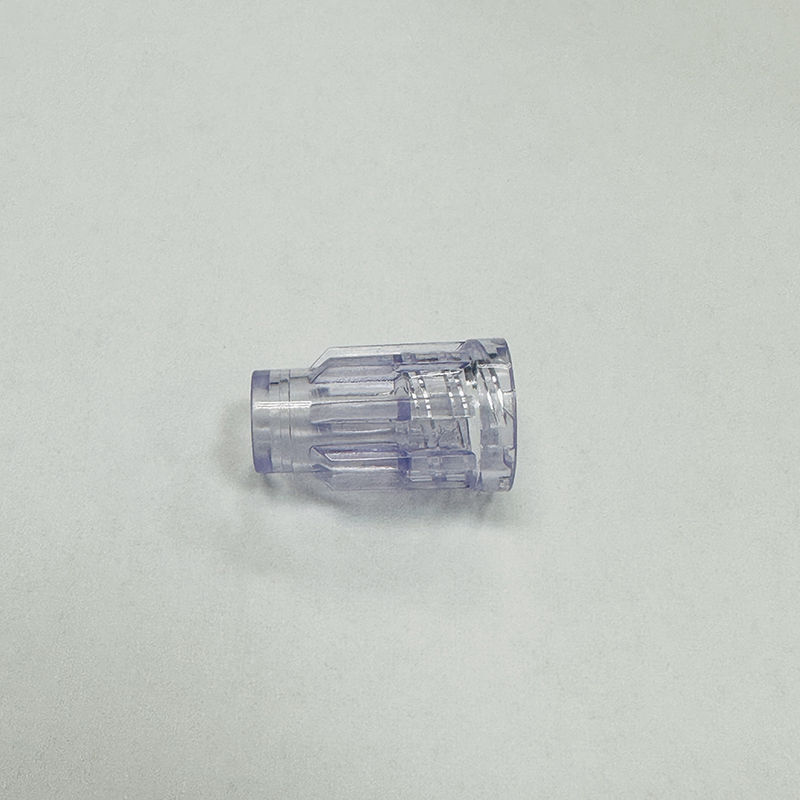
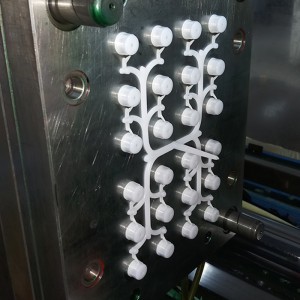
活栓金型は、医療機器や実験装置など、様々な用途で液体やガスの流れを制御するバルブである活栓を製造する製造工程で使用される工具です。活栓金型の仕組みは3つあります。金型設計とキャビティ作成:活栓金型は、活栓の所望の形状と機能を実現するために設計されます。通常は鋼鉄製の2つ以上の半体で構成され、これらが組み合わさって1つまたは複数のキャビティを形成し、そこに溶融材料が注入されます。金型設計には、入口ポートと出口ポート、シール面、制御機構など、活栓の適切な動作を確保するために必要な機能が含まれます。溶融材料の注入:金型がセットアップされ、しっかりと閉じられると、通常は熱可塑性樹脂またはエラストマー樹脂などの溶融材料が高圧下でキャビティに注入されます。この注入は、射出成形機などの特殊な機械を使用して行われ、材料をチャネルを通して金型キャビティに押し込みます。材料がキャビティに充填され、コックの設計形状を形成します。冷却と排出:溶融材料を金型に注入した後、冷却して固化させます。冷却は、金型内に冷媒を循環させるか、冷却プレートを使用することで促進できます。材料が固化したら、金型を開き、完成したコックをキャビティから排出します。排出は、エジェクタピンや空気圧など、さまざまなメカニズムで行うことができます。この段階で、欠陥や寸法精度の検査などの品質管理措置を実施し、コックが必要な仕様を満たしていることを確認します。全体として、適切に設計され、正確に製造されたコック用金型は、確実に機能する高品質のコックを製造するために不可欠です。この金型により、さまざまな産業の流体制御用途で広く使用されているコックを効率的かつ一貫して製造することができます。